Parte utilizzata: barra preforata diametro esterno 236 mm e diametro interno 150 mm.
Macchina utilizzata: centro di tornitura multiprocesso.
Liquido utilizzato: Emulsione a 7%.
Condizioni di profondità di taglio «ap» e avanzamento per giro «fn»: fissate dal produttore; ap= 0.4 mm – fn= 0.2 mm/Rev).
Velocità di taglio ottimale consigliata (Vc): 290 m/min.
Durata stimata dell’utensile: 15 minuti con usura dell’utensile di: 0.3 mm.
Fine vita utensile: usura del tagliente dell’utensile VB secondo lo standard ANSI/ASME b 94.55 M – 1985.
Misura dell’usura: macchina per misurare gli utensili Zoller Genius 3s
Utensile da taglio: operazioni di finitura (CNMG12-04 -08-MF2015) per acciaio inossidabile.
VARIABILI controllate
Usura del tagliente
Vita utensile.
Dimensione del frammento.
Magnitudini utilizzate
Pressioni di lavoro: 8 e 80 bar.
Flusso del fluido: 15 l/min
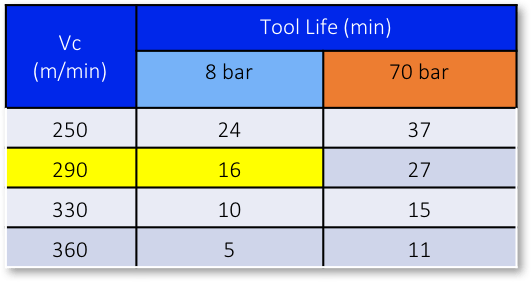
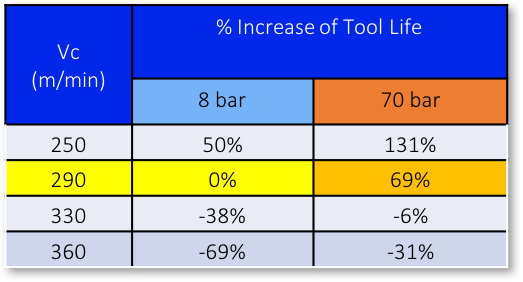
Velocità di taglio (Vc): 250, 290, 330 e 360 m/min
Risultati
Conclusioni (da 8 Bar a 80 Bar)
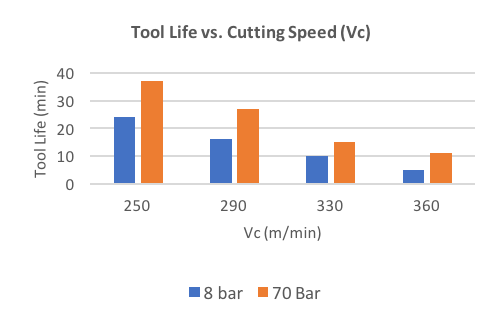
L’uso del refrigerante a una pressione di 80 bar aumenta la durata di vita dell’utensile del 70% ca.
L’aumento della velocità di taglio consente di aumentare la produttività. La durata dell’utensile è inversamente proporzionale a quella velocità di taglio.
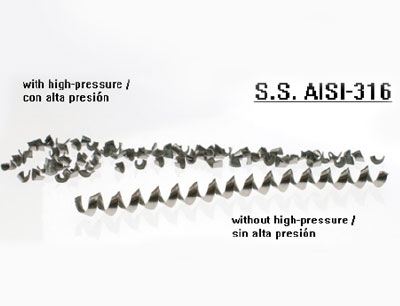
L’effetto del refrigerante ad alta pressione riduce notevolmente le dimensioni dei frammenti, facilitando notevolmente l’evacuazione dal taglio.
L’uso di refrigerante ad alta pressione consente un migliore controllo del truciolo e in macchine con cambio utensile evita possibili blocchi di trucioli che potrebbero ridurre l’affidabilità della produzione non presidiata.
L’investimento in un sistema ad alta pressione viene ammortizzato rapidamente, grazie alla riduzione dei costi degli utensili (maggiore durata dell’utensile), maggiori condizioni di taglio con la conseguente riduzione del tempo di ciclo, un migliore controllo del truciolo che a sua volta consente una produzione più robusta elaborare con meno arresti ed evitare possibili segni sulla superficie delle parti lavorate.